Call us now :+8613788933411

 Send Inquiry
Send Inquiry4-morpholin-4-yl phenoxy phosphoryl morpholine
MOQ : 1 Ton
4-morpholin-4-yl phenoxy phosphoryl morpholine Specification
- Molecular Weight
- 312.30100 Kilograms (kg)
- Boiling point
- 440.2 C at 760mmHg
- Storage
- Room Temperature
- Molecular Formula
- C14H21N2O4P
- Place of Origin
- Shanghai,China
- CAS No
- 4881-17-8
- Grade
- Medicine Grade
- Purity
- 98%min
- Application
- Pharmaceutical Industry
4-morpholin-4-yl phenoxy phosphoryl morpholine Trade Information
- Minimum Order Quantity
- 1 Ton
- Payment Terms
- Cash Against Delivery (CAD), Telegraphic Transfer (T/T), Paypal, Delivery Point (DP), Letter of Credit (L/C), Letter of Credit at Sight (Sight L/C), Days after Acceptance (DA)
- Supply Ability
- 1000 Tons, , Per Week
- Delivery Time
- 15 Days
- Sample Available
- Yes
- Sample Policy
- Contact us for information regarding our sample policy
- Main Export Market(s)
- Australia, North America, South America, Eastern Europe, Western Europe, Middle East, Central America, Asia, Africa
About 4-morpholin-4-yl phenoxy phosphoryl morpholine
Product name: 4-[morpholin-4-yl(phenoxy)phosphoryl]morpholine
CAS NO.4881-17-8
Density:1.29g/cm3
Molecular weight:312.30100
Molecular formula:C14H21N2O4P
Boiling point:440.2 C at 760mmHg
Reliable Pharmaceutical Intermediate
This compound is an essential intermediate for pharmaceutical manufacturing, valued for its consistency and superior purification level. Its carefully controlled production makes it a preferred choice for use in formulation and research, ensuring dependable results in final medicinal products.
Safe Handling and Storage Guidelines
For optimal performance, 4-morpholin-4-yl phenoxy phosphoryl morpholine should be stored at room temperature, away from moisture and direct sunlight. Proper handling and storage minimize the risk of degradation, maintaining its purity and efficiency for extended periods.
FAQs of 4-morpholin-4-yl phenoxy phosphoryl morpholine:
Q: How is 4-morpholin-4-yl phenoxy phosphoryl morpholine applied in the pharmaceutical industry?
A: This compound acts as a key intermediate in the synthesis of various pharmaceutical products. Its high purity ensures it contributes to the production of effective and safe medicinal formulations.Q: What makes this compound advantageous for pharmaceutical synthesis?
A: Its consistent chemical structure, over 98% purity, and stability at room temperature make it ideal for precise and dependable pharmaceutical formulations.Q: Where is the origin of 4-morpholin-4-yl phenoxy phosphoryl morpholine supplied to India?
A: This product is manufactured and exported from Shanghai, China, serving clients in India through a network of distributors, suppliers, and traders.Q: When should this compound be stored to ensure maximum shelf life?
A: It should be stored promptly upon arrival in its original packaging at room temperature, away from heat and humidity, to retain its quality.Q: What process is followed in ensuring the purity of this substance?
A: The manufacturer employs stringent purification and quality control measures, ensuring each batch achieves at least 98% purity as per pharmaceutical standards.Q: How is the benefit of high boiling point reflected in its application?
A: The elevated boiling point of 440.2C allows for safe handling in high-temperature pharmaceutical operations, minimizing the risk of decomposition during processing.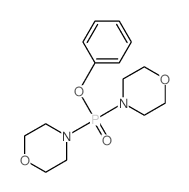
Tell us about your requirement

Price:
Quantity
Select Unit
- 50
- 100
- 200
- 250
- 500
- 1000+
Additional detail
Mobile number
Email

More Products in Pharmaceutical Chemicals Category
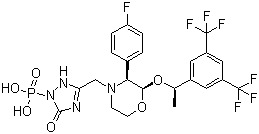
Fosapre pitant
Minimum Order Quantity : 1 Ton
Grade : Medicine Grade
CAS No : 172673200
Storage : Freezer
Application : Pharmaceutical Industry
Form : Solid
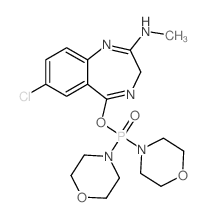
7-chloro-5-dimorpholin-4-ylphosphoryloxy-N-methyl-3H-1 2-amine
Minimum Order Quantity : 1 Ton
Grade : Medicine Grade
CAS No : 59318148
Storage : Room Temperature
Form : Powder
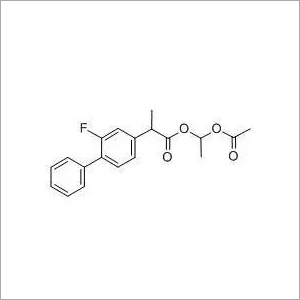
Flurbiprofen Axetil
Minimum Order Quantity : 1 Ton
Grade : Medicine Grade
CAS No : 91503796
Storage : Room Temperature
Application : Pharmaceutical Industry
Alvimopan dihydrate
Minimum Order Quantity : 1 , , Ton
Grade : Medicine Grade
CAS No : 170098381
Storage : Room Temperature
Application : Pharmaceutical Industry
Form : Powder

Suite B-10, Chuansha Road 6999#,Shanghai - 201203, China

Mr. Peter Dong Wang
(CEO)
Mobile :+8613788933411
 Send Inquiry
Send InquiryDeveloped and Managed by Infocom Network Private Limited.
